
需求背景:

中空玻璃作为建筑节能材料,因其良好的隔热、隔音、美观适用性而被广泛应用。
其中密封性的好坏对中空玻璃使用寿命起到至关重要的作用。通过丁基胶涂布机,将熔热的丁基胶均匀地涂在铝框两侧,为下一步的合片做准备。然后,将丁基胶涂在中空玻璃四边,完成第一道密封。
那么,丁基胶涂布机是如何工作的?它又由哪些系统组成?它对控制系统又有何要求呢?
工艺介绍:

丁基胶涂布机是玻璃机械的一种,其主要作用是将热熔的丁基胶均匀地涂在铝框两侧,涂胶时,只需人工扶着铝间隔框在传送带上向前运行,其它动作均由设定程序自动完成。
◎自动涂胶基本过程
1.测宽:第一次使用或铝框宽度改变后,需要对铝条进行测宽,以便传送时铝框顺利通过胶嘴。
2.加热:进入自动状态后,胶嘴和胶盘要先进行加热,同时传送带转动,以免胶嘴温度升高后将传送带烫坏,温度高于80度以后打胶流程才会起效。
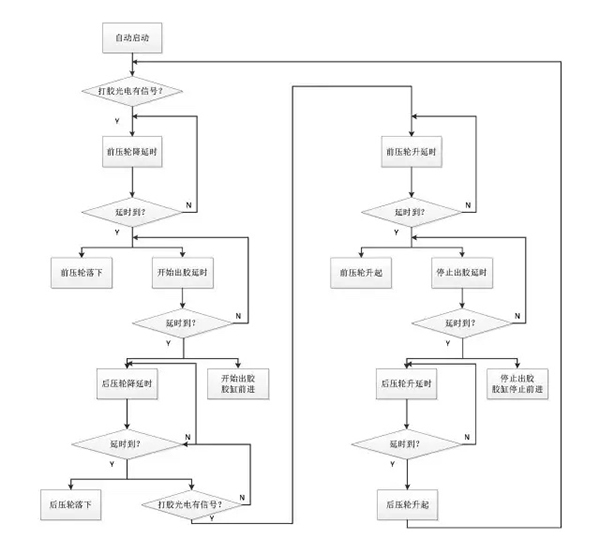
3.传送打胶:当达到设定温度后,手持铝框放在传送带上,当前端打胶光电检测到铝框时,自动涂胶过程开始。打胶光电有信号后,延时一段时间,前压轮下压,压住铝框;前压轮下压后延时一段时间,胶缸前进,胶嘴出胶。开始涂胶后,再延时一段时间,后压轮下压。打胶光电信号消失后,延时一段时间,前压轮抬起,前压轮抬起后,再延时一段时间,胶缸停止前进,同时胶嘴停止涂胶;停止涂胶后,再延时一段时间后,后压轮抬起,铝框一边涂胶完成。
之后重复传送打胶流程,将铝框剩余三边全部涂上丁基胶,铝框涂胶就全部完成。
因为大多数铝框为方形而少数为圆形,所以在自动中可以进行方形和圆形的切换。当为圆形框涂胶时,中间压轮压住圆框,同时皮带转动,胶嘴出胶,松开脚踏开关该过程停止。
◎自动涂胶工艺流程图
设备的系统组成:
自动涂胶设备主要由打胶系统、液压系统、气动系统、电气系统和加热系统等五大部分组成。
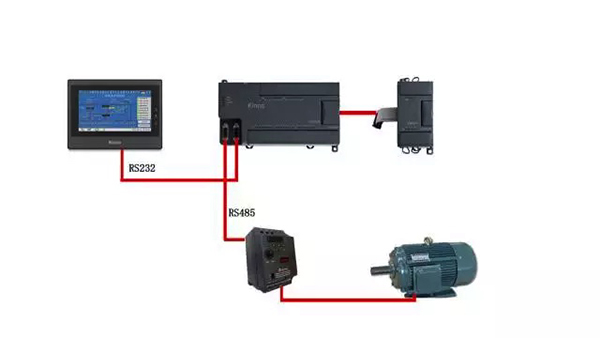
电气系统以PLC做为控制中心,由传感器、PLC、触摸屏、变频器及电气元件组成。
加热系统由加热电阻,可控硅等组成,通过PLC扩展的RD模块接收热电阻反馈回来的温度进行PI调节,最后实现温度的精确控制。
设备对系统的控制要求:
1、由于皮带速度越快,相应延时越小,所以传送打胶部分的六个延时都必须精确到1ms,因为传送带转速发生改变时,延时也要发生相应改变。如果延时不够精确,压轮压下或抬起时就会阻碍铝框的传动。
2、因为加热胶嘴和胶盘需要一定的时间,所以为了提高工作效率,该设备需要定时加热功能,即到达设定时间对胶嘴和胶盘进行加热,当工人上班时,就可以马上工作。
3、延时关机功能是当工人下班停机时,让皮带多转一会到达设定时间再停下,这样做的目的是当停止时,胶嘴温度还未降下来,这样有可能烫坏皮带,所以让皮带多转一会,胶嘴温度降下来后,再让皮带停止。
◎控制系统示意图
◎硬件选型
1、PLC选择:选用Kinco K5系列 PLC作为数据处理单元,提供更丰富的功能和更高的性能,是高性价比的一体化小型可编程控制器,可全面满足小型设备和过程控制的基本需求。
2、触摸屏选择:采用MT4000系列经济型人机界面,中英文版触摸设计,可满足中外客户的需求;功能强大,操作方便,可以选择手自动操作,进行各参数的调整,定时加热、延时关机功能的设置,报警的显示,时钟修改。
3、变频器选择:采用Kinco CV20系列变频器进行传动变频控制,操作方便,提高效率。Kinco CV20系列变频器具有体积小、重量轻、安装便捷、维护方便等优点。
方案特点总结:
具有自动开关机功能,节省预热时间,提高了工作效率。系统易维护,操作简单,自动化程度高。
通过Kinco步科MT4000系列触摸屏和K5 PLC通讯,设定修改参数,PLC通过RD模块将采集热电阻的阻值转换为温度,通过PID调节将温度精确控制在±1℃。
通过精确的时间控制改变了以往传送带只能固定5个转速运行的状况,转速可在屏上任意设定,延时参数根据转速改变进行相应调节,使用起来更加方便。
在线留言
 24小时销售热线:
0532-68894021
24小时销售热线:
0532-68894021
 24小时售后热线:
187-5324-3991
24小时售后热线:
187-5324-3991

企业微信

企业公众号
电话:0532-68894021
邮箱:garywei@dingtalk.com
地址:青岛市城阳区春阳路88号
